Flux Cored Welding
Flux Cored Training Book
Flux
Cored Training
Best Practices and Process
Controls
Program:
 Item
4: Item
4:
"The Gas Shielded Flux Cored Training Program.
Pipe,
Pressure Vessel, Structural and Plate Applications".
[Package
4 includes items a + b +c]
[4a]
Training CD: "Flux Cored. Best Weld Practices and Process
Controls".
[4b]
Book: "Gas Metal Arc and Flux Cored Welding"
[4c]
DVD
film: "Manual MIG Process Control Made
Simple"
Item
4. Package Cost. $395.
To
order click here.
THIS
UNIQUE, ANIMATED, FLUX CORED TRAINING CD/PROGRAM
REQUIRES 8 HOURS CLASSROOM.
Everything
your workforce could possibly ever need to know about optimizing manual / automated
flux cored weld quality and productivity on all position pipe, plate, structural
and pressure vessels. Weld wires covered. E71T-1, E70T-1. Low Alloy and Stainless
flux cored wires. Sizes 0.045 - 0.052 - 1/16 - 3/32, ( 1.2 - 1.4 - 1.6 - 2.4 mm).
Many global weld procedures provide general, broad weld data,
and frequently that data is not optimum. Every code weld that fails it's NDT,
or fails in the field, is a weld made with the data from a qualified weld procedure.
Many of you will be aware, that too many flux cored and MIG procedures were written
by individuals who had a much better understanding of stick / TIG welding, than
they did with the flux cored or MIG process.
If
you are interested in establishing process optimization through the most comprehensive Flux Cored Training and Process Control resource ever developed, this is it.
The benefits to a weld shop will be many.
[]
No more weld personnel "playing" with weld controls.
[] No more
welders utilizing "stick weld techniques" for flux cored welds.
[] All weld personnel attaining the process knowledge and technique awareness
of how to minimize the opportunity for weld spatter and common weld defects such
as lack of weld fusion, weld cracks, porosity, worm tracks and slag inclusions.
[]
All weld personnel with the process control expertise necessary to deal with the
daily application variables and conditions that influence many flux cored welds.
Variables such as mill scale, rust, surface contaminates, deep vee preps, excess
gaps and poor edge preparations.
[] All weld personnel being aware of the
fine tuning parameter requirements necessary for applications, especially those
applications with different wire stick out requirements as found in variable thickness
groove weld joints.
[] Each flux core wire size has has three optimum wire
feed and voltage settings. Every weld decision maker should know those settings.
[] All
weld personnel being aware of the
unique process / technique requirements for flux cored welding root gaps with
steel, copper or ceramic backing.
[]
The most practical, comprehensive weld data ever presented on the prevention of
flux cored weld defects on ceramic backed root welds.
[]
Single and multipass fillets. All position groove
root, hot pass, fill pass and cap pass welds.
All of these welds have unique process and technique requirement which are presented
in this program.
[] As open roots welds are common welds in flux cored
shops, this training CD also provides the the weld data and techniques necessary
to instantly set optimum, all position MIG root welds with the short circuit,
STT, RMD or CMT processes.
[]
Unique data that will minimize vee groove weld defects.
[] Weld equipment
and consumable data that you will never get from a salesman.
The
data is presented in a simple manner. The data is always optimum and up to date
and Ed's KIS clock method makes it easy to remember.
.jpg) The
results of this easy to present 8 hour classroom program will be immediate. Follow
up with CD's technique recommendations which require four hours hands on with
the weld consumables and that's it. When your employees are trained, You will
be a part of a weld shop or construction project in which all weld personnel (including
those in the QA department) have a uniform,
logical, consistent process control approach to dealing with weld issues and variables
that daily impact all weld applications. As Ed is always focussed on weld costs,
you can be sure these recommendations ensure optimum weld deposition rates are
always attained, dramatically improving your daily weld production The
results of this easy to present 8 hour classroom program will be immediate. Follow
up with CD's technique recommendations which require four hours hands on with
the weld consumables and that's it. When your employees are trained, You will
be a part of a weld shop or construction project in which all weld personnel (including
those in the QA department) have a uniform,
logical, consistent process control approach to dealing with weld issues and variables
that daily impact all weld applications. As Ed is always focussed on weld costs,
you can be sure these recommendations ensure optimum weld deposition rates are
always attained, dramatically improving your daily weld production
 NEW
FLUX CORED WELD PROCEDURES: Welding
ships, trains, pipe lines, oil platforms, construction projects and equipment,
bridges or or cranes, there is no better weld data than that provided in this
program . NEW
FLUX CORED WELD PROCEDURES: Welding
ships, trains, pipe lines, oil platforms, construction projects and equipment,
bridges or or cranes, there is no better weld data than that provided in this
program .
REDUCE
TRAINING TIME & TRAINING COSTS: For those that spend weeks or months
training personnel, take note. With the addition of this process control resource
into the training program, I guarantee that you can take a none weld person and
with one day in the classroom with this CD and three days hands on, that weld
personnel will produce flux cored welds that will meet any code requirement for
any position welds.
 WELD
EQUIPMENT, PROCESS AND CONSUMABLE OPTIMIZATION:If you spend any time at this site, you know that process
control expertise is the missing link to flux cored weld process optimization.
Provide your employees with practical process control knowledge and your weld
personnel will immediately feel more comfortable and confident with the equipment,
process and consumables utilized. WELD
EQUIPMENT, PROCESS AND CONSUMABLE OPTIMIZATION:If you spend any time at this site, you know that process
control expertise is the missing link to flux cored weld process optimization.
Provide your employees with practical process control knowledge and your weld
personnel will immediately feel more comfortable and confident with the equipment,
process and consumables utilized.
 THE
WELD TEAM AND CONTROLLING WELD QUALITY / PRODUCTIVITY. THE
WELD TEAM AND CONTROLLING WELD QUALITY / PRODUCTIVITY.
This
program encourages the "weld team approach" to weld process optimization.
All
industries are aware of the liability consequences and costs associated with flux
cored failed welds, weld rework and poor productivity. It's time to provide the
training solution for your employees and this is
the most comprehensive, CD training program ever developed for the flux cored
process.
 [4b]
The Book: [4b]
The Book:
"MIG
and Flux Cored
Weld Parameter Selection made Simple"
Written
by Ed Craig. (156 pages).
 [4c]
DVD film. [4c]
DVD film.
"Manual
MIG Process Controls Made Simple".
Produced
by Ed Craig. (Runs 60 minutes).
Remember "a picture is worth a 1000
words. To attain process optimization from flux cored consumables you have to
fully understand the MIG equipment relationships between voltage and wire feed
positions for the different diameter flux cored wires. This DVD movie takes you
through Ed's simple clock method for weld process controls. This
unique MIG training DVD has been purchased by more than 4000 companies in 14 different
countries. Companies such as GM, Caterpillar, Case, Ford, Volvo, Tower Automotive,
Magna, Dana, ABB, Babcock, Boeing, Delphi, TRW, Monroe, Johnson Controls, Textron,
Genesis, General Dynamics, General Electric and numerous others.
Item.4a
- b - c. Total Costs $395.
To order item
4. Click here.
Note:
This power point CD when used for training will
require a minimum of 8 hours
classroom.
E-mail Feb
2007
Ed. I have read book about flux cored weld parameters and reviewed
the CD flux cored training power point slides many times. The methods in which
you address the root cause of the common flux cored weld issues are unique and
make complete sense. Your program simplifies the requirements for all position
welds. I have learned many things that give me a better understanding of how to
quickly correct the weld issues and set and fine tune the weld equipment for the
many variables that occur.
By the way Ed you are correct most of these
welders I work with know little about how to set the weld machine correctly. Many
of these guys have great skills, however because of their lack of process expertise
they daily create lack of fusion, porosity and slag issues. What's ironic is after
they repair the welds, they then create more of the same weld problems. Thanks
again for the flux cored materials. Gary.
 
This
program is about all position Fillets and Vee Grooves with
Pipe and Plate
Welds using
E71T-1 - E70T-1 Gas Shielded Flux Cored
Wires.
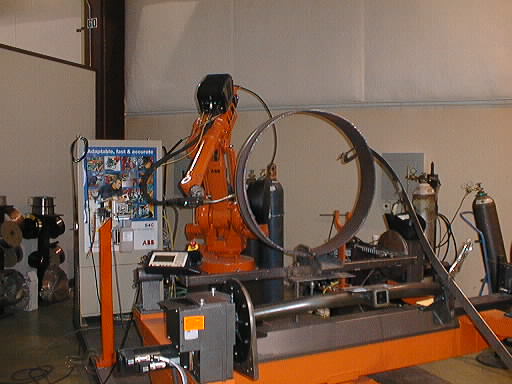
In
the nineteen eighties, Ed set the first robot
to flux cored weld a 1 meter
pipe set in the 5G position. 2008:
One of my prime welding goals during the last forty years has been "Weld
Process Control Simplification". During the last three decades, the flux
cored process acceptance has been painfully slow. The slow process / consumable
evolution was simply due to the general, global flux cored weld process confusion.
It was a simple fact 30 years ago that when the E71T-1 products were presented
to weld shops, that few weld personnel could set the required optimum weld parameters.
30 years later,
little has changed, except we have more salesmanship, more myths, more bells and
whistles and more confusion.

HOW
MANY WELDS THAT FAILED WERE INFLUENCED BY VARIABLES AND THE WELD PERSONNEL DID
NOT HAVE THE PROCESS CONTROL KNOWLEDGE TO DEAL WITH THOSE WELD VARIABLES?
EVERY CRITICAL
WELD THAT HAS EVER FAILED WAS TYPICALLY AWELD MADE WITH THE DATA FROM A PREQUALIFIED
WELD PROCEDURE IN ACCORDANCE WITH A CODE WELD SPECIFICATION.
HOW
MANY FLUX CORED WELD PROCEDURES WERE WRITTEN BY INDIVIDUALS THAT KNEW MORE ABOUT
STICK WELDING, THAN THEY DID ABOUT FLUX CORED OR MIG WELDING?
 OPEN
ROOT PIPE WELDS: As we don't use flux cored for open root welds, I have
included a section on the requirements forall position, MIG root optimization
with the MIG short circuit, globular STT, RMD and CMT processes. OPEN
ROOT PIPE WELDS: As we don't use flux cored for open root welds, I have
included a section on the requirements forall position, MIG root optimization
with the MIG short circuit, globular STT, RMD and CMT processes.
You do
not need weld process expertise to present this as a training program, simply
point and click and you will find the animated program will quickly take you on
a path to the establishment of Best Flux Cored Weld Practices and Weld Process
Controls.
 THE
QUICK PAY BACK FROM FLUX CORED WELD THE
QUICK PAY BACK FROM FLUX CORED WELD
PROCESS CONTROL KNOWLEDGE:
In
2007, I presented this flux cored program to a North East, US ship yard,
Aker Kaverner constructs oil tankers and container vessels. Aker was loosing millions
each year on unbudgeted flux cored weld rework. All weld personnel were given
this one day training. The weld and cost results was staggering. The QA department
at Aker revealed that in a four month period, the weld rework was reduced by approx.
60% for a savings of over 4 million dollars per ship.
When you can instantly
address the root cause of your daily flux cored weld issues and you have the process
knowledge to prevent those issues, you know the value that brings to your organization.
This
flux cored process control CD will provide process resolutions to;
[]
lack of weld fusion,
[] weld and HAZ cracks,
[] worm tracks,
[] slag
entrapment,
[] excess weld porosity,
[] surface contaminates
[] dealing
with excess root gaps steel or ceramic backing,
[] inconsistent and unnaceptable
weld productivity.
If
your organization uses the E70T-1 / E71T-1 and stainless wires, and welds fillet
welds, open root pipe joints, pressure vessels, structural welds, plate vee groove
weld joints, construction equipment, or welds vee grooves with "ceramic"
or steel backing, this training program enables instant, optimum flux cored weld
solutions to all your gas shielded flux cored weld quality and productivity issues.
WHY
DO YOU NEED THIS CD PROGRAM?
[]
You know the cost of your NDT.
[]
You know the cost of your weld rework.
[]
You are not quite sure if the welders are producing maximum
weld depositions rates for the application.
[]
You know the cost of a poor
weld reputation and weld product liability.
[] You
would like your weld personnel to have an
easy to remember method for setting
optimum welding parameters for any flux cored application.
[] You want
your weld work force to be professional in their
approach to all position flux cored welding and you have to want them to provide
a uniform approach to controlling the weld
processes they use.
[] You know that the weld procedures you have in
the office cabinet are not dealing with the real world variables (edge
preps, dimensions, metal condition and environment) that daily influence the weld
quality and productivity.
[] In your shop, your weld personnel will tell
you 10 different ways to produce that vertical up weld. You know that their has
to be a best way,
a uniform approach to dealing with the unique
requirements of all position root, fill and cap pass welds.
[] As you
look around your weld shop, you know in the last decade your company has tried;
(a)
ten different weld consumables,
(b) nine different weld power sources,
(c)
eight different MIG gas mixes.
 An
additional benefit of this program is to eliminate the sales induced process hype
that surrounds MIG weld equipment selection. This program shows you which weld
equipment has the best weld transfer characteristic's, is the most durable and
cost effective for the MIG and flux cored weld consumables discussed. This program
can dramatically reduce your weld equipment, consumables and equipment maintenance
costs. An
additional benefit of this program is to eliminate the sales induced process hype
that surrounds MIG weld equipment selection. This program shows you which weld
equipment has the best weld transfer characteristic's, is the most durable and
cost effective for the MIG and flux cored weld consumables discussed. This program
can dramatically reduce your weld equipment, consumables and equipment maintenance
costs.
In
the 1980s, when Textron had welding problems with it's Stingray Tanks, they sent
Ed
to Thailand to solve the weld issues and manage the extensive weld repairs.
 
Ed
trained the Thai army on how to do the all position flux cored and MIG weld repairs
on the Stingray tanks and their 270.000 tensile armor plates.
WHY
WORRY ABOUT FINDING WELDERS?
TRAINING
AND SKILLED WELDERS: This CD requires approx. 8 hours for the classroom session
and with an additional 4 hours of hands on. Utilizing the recommended procedures,
practices, skills and techniques provided in the CD, the weld quality / productivity
improvements will be dramatic with your skilled work force.
PERSONNEL
WITH NO WELD EXPERTISE: For personnel who have never welded, extend
the hands on training for an additional 4 days and the results will amaze you.
In less than forty hours you will have a weld work force that can meet any pipe
or plate all position weld code or qualification requirements, a work force that
truly understands how to minimize flux cored weld rework and attain maximum weld
productivity.
When
a simple method is used to educate the personnel on how to master a welding process,
consumables and the equipment utilized, that program instantly improves the process
confidence level of those workers and dramatically reduces the time required to
create a highly effective weld work force.
CERAMIC
BACKING? Welding
that ceramic backed root without weld defect formation, requires special process
and technique considerations. The most comprehensive training program on welding
across ceramic backed root welds is part of this unique program...
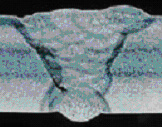
ROOT
PASS AND CERAMIC BACKING.
 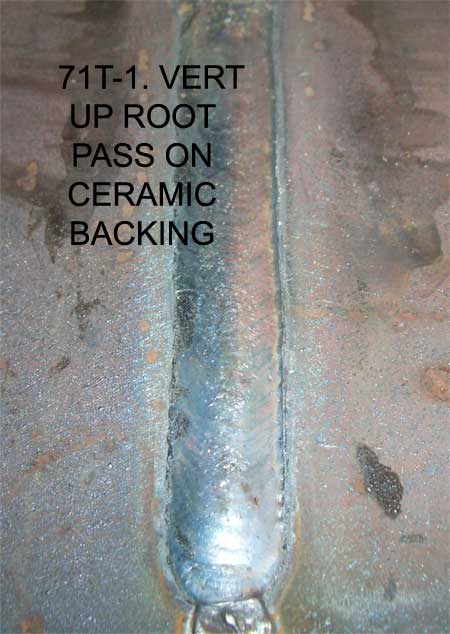
E71T-1
- E70T-1 Gas Shielded Flux Cored Welds.
All
Position Fillets. Vee Grooves. Pipe and Plate Welds.
With
40 years of hands on MIG and flux cored weld process control expertise, five books
and 30 plus articles on the subject, Ed is one of the world's leading process
control experts on the flux cored and MIG processes. Ed has provided weld process
control training to over 1000 companies in twelve countries. Pipelines, ship yards,
power plants, nuclear plants, waste energy, refineries, light and heavy construction
equipment. Ed strives
for weld process control simplification. You don't need a welding back ground
to present this CD program, all you need to do is press "click" and
let the program speak for itself.
[]
Link to a training session Ed provided on flux cored Pipe welds. Imperial Oil
Alberta
[] Link to Ship Building and the consequences of Bad
Flux Cored Welds
[]
Link to a flux cored work shop provided by Ed to the Aker Kaverner (Philadelphia
Naval Ship
Yard)
This
group is part of the 300 ship yard welders who went
through Ed's flux cored
process training program. Ed in blue in middle.

Jan
2007: Ed and Tom (blue sweaters) provided flux cored Weld Process Control
Training,
for Aker. This company builds oil tankers.
Location:
Excel Weld Training Center, the Philadelphia Naval Ship Yard.
  
In
the nineteen nineties, Ed was asked to establish Best flux cored and MIG Weld
Practices and Process Controls for the SMAW pipe line welders employed by Canada's
largest oil company, Imperial Oil, Alberta.
The
one day, flux cored process control training program provided dramatically improved
the pipe weld quality / productivity. Imperial engineers reported that this eight
hour training program produced an annual cost savings of more than one million
dollars for one pipe crew.
|
 Flux
Cored Training. Flux
Cored Training.
Some of the
program contents.
[]
Everything you need to know about all position flux cored wires.
[] Why
pulsed equipment or Inverters may impair those flux cored welds and which weld
equipment works best with flux cored wires.
[] Why stick weld techniques
cause flux cored weld issues.
[]
Correct flux cored weld techniques for all position vee groove welds on open roots
and ceramic / steel backing.
[] When to use fore hand and back hand.
[]
How to prevent weld defects, porosity, worm tracks, lack of weld fusion,
cold
hydrogen cracks and hot crack's.
[] When to use MIG versus flux core.
[]
The correct flux cored wire diameter for optimum weld fusion and weld deposition
rates.
[]
The differences between CO2 and Argon CO2 flux cored welds.
[] The correct
utilization of wire feeders and guns with a great trouble shooting section.
[]
Correct weld edge and plate preparation for flux cored vee groove welds.
[]
How wire stick out variations can work for or against the weld.
[] Ed's
unique Weld Clock Method". This process control method simplifies the required
flux cored weld parameter selection for all steel and stainless flux cored plate
and pipe welds. No notes required by the weld personnel as this data stays in
their head.
[] Ed's unique Clock Method also ensures maximum weld deposition
rates, and makes it easy to figure out flux cored weld costs.
[] How the
flux cored weld surface will reveal the weld internal quality.
[]
With pipe and plate vee welds, use Ed's special instruction to minimize the weld
defects that typically occur in the common vee groove locations.
[] Cap
welds, root welds and fill passes all require unique techniques and weld settings
for optimum weld quality.
[] MIG welding the pipe roots, the right way.
It
took Ed over 2000 hours to develop this very unique training program.
To
order click here.
Back
to Ed's Training materials
| |